English
English 中文简体
中文简体 русский
русский عربى
عربى



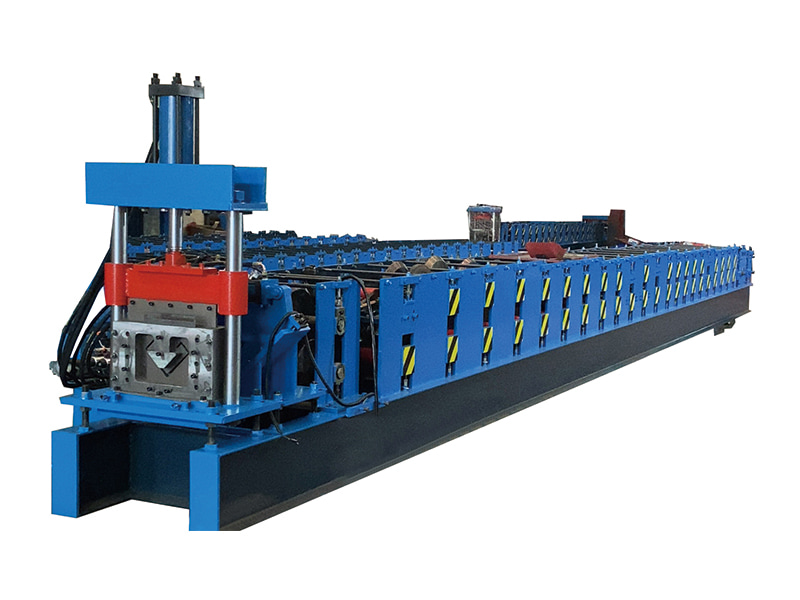



主要组成部分:
开卷机: 承载并平稳展开金属卷料(通常是钢卷,如镀锌钢、耐候钢等)。
矫平机: 消除卷料在卷取过程中产生的内应力、波浪弯等缺陷,确保进入成型机的材料平整。
送料机构: 精确地将平整后的带材送入成型机组。
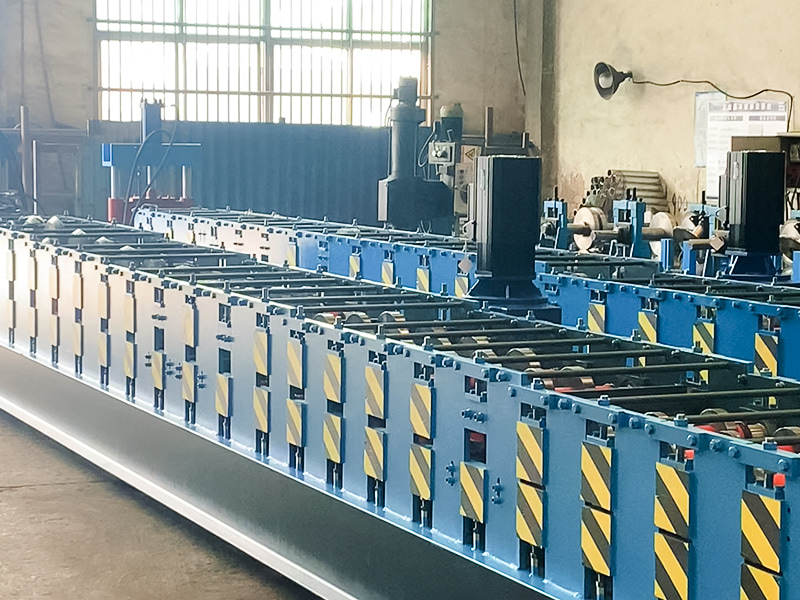
成型主机: 设备的核心。包含多组精密设计的成型轧辊架(道次),每组轧辊对带材进行渐进式弯曲。轧辊的数量和设计完全针对目标立柱的特定截面形状。
导向系统: 在成型过程中确保带材平稳运行,不发生跑偏。
切断系统: 在成型后的连续型材达到预设长度时,进行精确切断(常用液压冲切、飞锯、或伺服跟踪切断)。这是形成单根立柱的关键步骤。
出料/收料架: 收集或输送切断后的成品立柱。
控制系统: PLC或CNC控制系统,控制整条生产线的速度、送料、切断长度、监控运行状态等,实现自动化生产。
可选附加装置: 根据立柱设计要求,可能集成:
在线冲孔机: 在成型过程中或成型后,直接在立柱上冲出连接孔、过线孔等。
在线焊接机: 对于需要形成闭合截面的立柱(如方管),在成型末端进行高频焊接或滚焊。
自动堆垛/打包系统: 对成品立柱进行自动整理和打包。
它的核心价值在于:
高效率: 连续生产,速度远高于单件冲压或焊接。
高质量: 成型精度高,尺寸一致性好,材料强度利用充分。
低成本: 材料利用率高,自动化程度高降低人工成本。
灵活性: 通过更换轧辊模具,可以生产不同截面形状的立柱(需要换辊)。
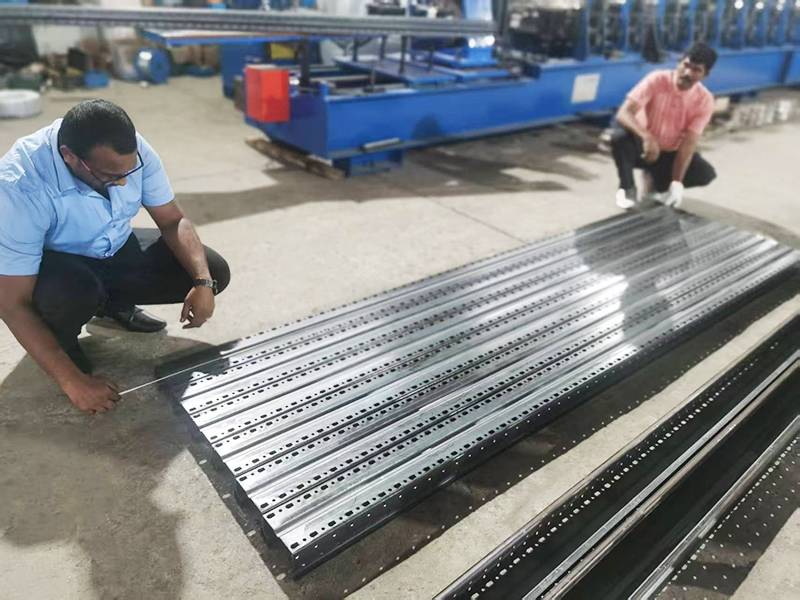
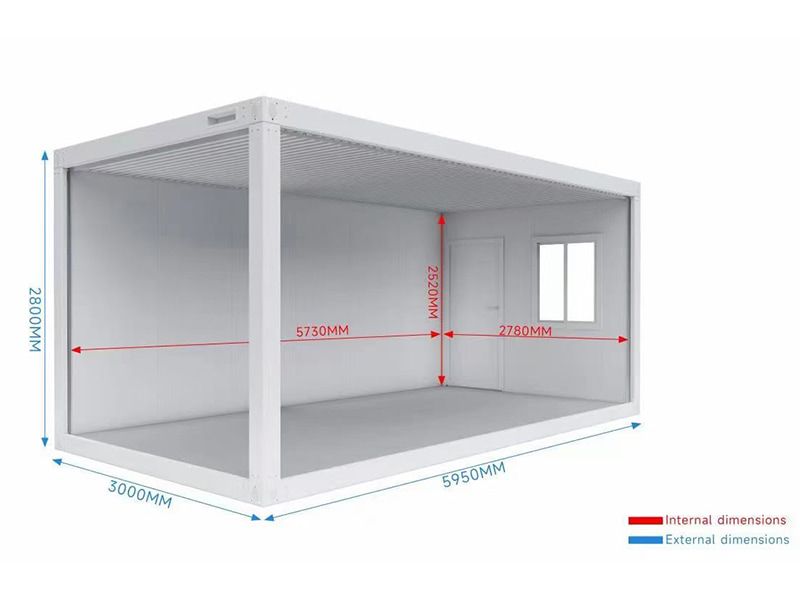
满足快拼箱行业需求: 能够大批量、稳定地提供快拼箱建造所需的关键结构件——立柱,支撑整个快拼箱产业的快速发展。
| 技术参数 | ||
| 名称 | 参数 | 备注 |
| 机架 | 50#国标工字钢 | 整体焊接结构 |
| 辊轮材质 | Gr15SiMn | 真空淬火 |
| 主轴 | φ90,40Cr | 调质处理 |
| 成型组数 | 25 | |
| 主机功率 | 30kW | |
| 主驱动齿轮箱 | K127 | |
| 传动方式 | 1.5寸双排链传动 | |
| 切断方式 | 液压切断 | 液压站电机11kW |
| 开卷机 | 10T,小车上料 | 液压站电机5.5kW |
| 电控系统 | 西门子&施耐德 PLC | |
| 液压系统 | 北京华德 | |
| 生产线总长 | 约 22米 | |
| 主机重量 | 约12吨 | |
| 原材料厚度 | 2.0mm~3.0mm | Q235 镀锌卷 |
| 原材料宽度 | 355mm | |
| 生产速度 | 约15米/分钟 | |