English
English 中文简体
中文简体 русский
русский عربى
عربى






设备核心组成:
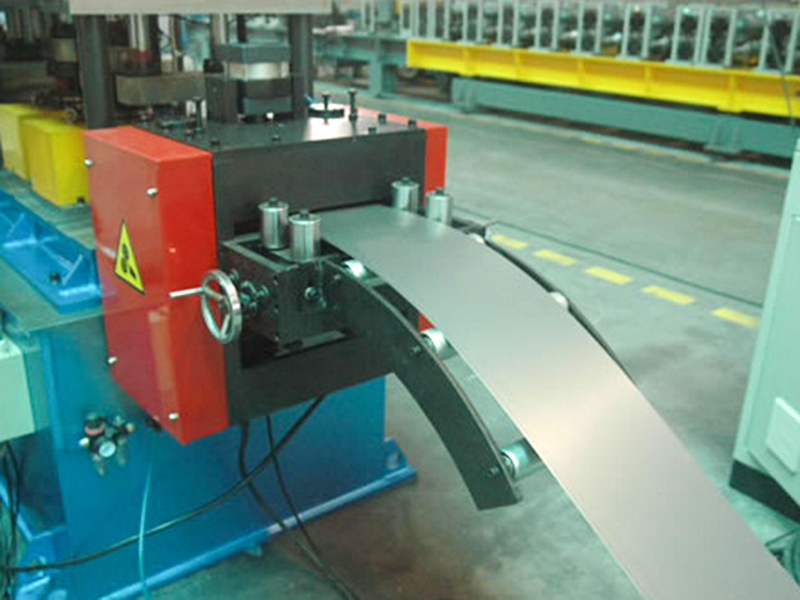
开卷校平机:展开金属卷料并消除卷曲应力,确保带材平整进入成型区。
导向送料装置:精准引导带材进入首组建型辊,防止跑偏。
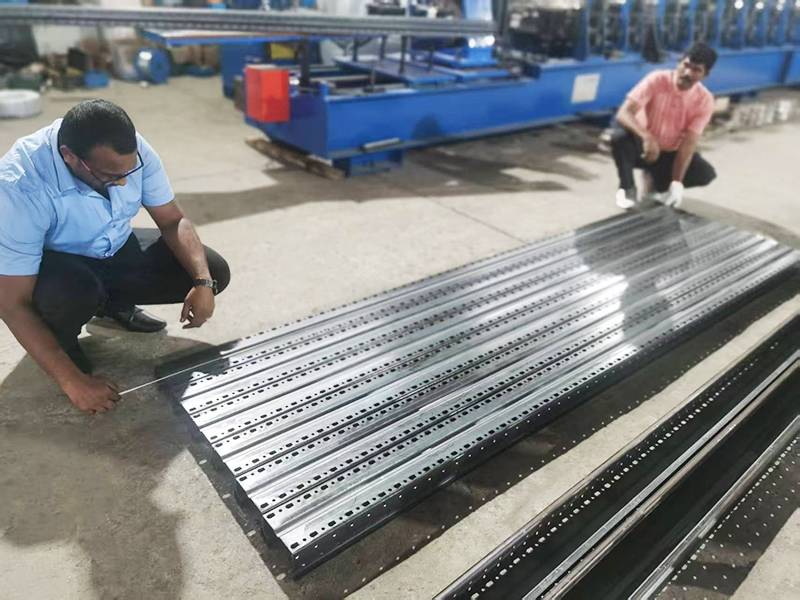
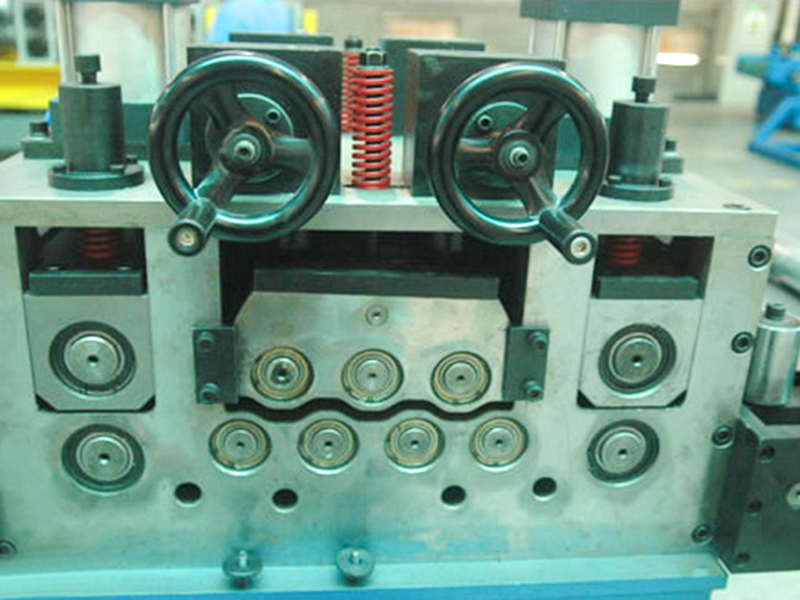
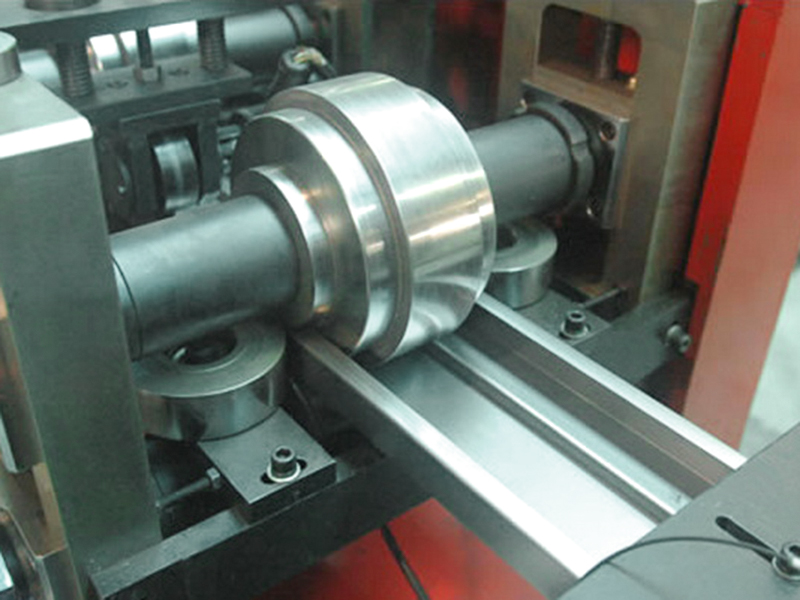
成型主机架(核心部分):多组轧辊按工艺顺序排列,逐步将平板轧制成门框截面形状。
在线冲孔单元(可选):在成型过程中同步冲锁孔、铰链孔或排水孔,减少后道工序。
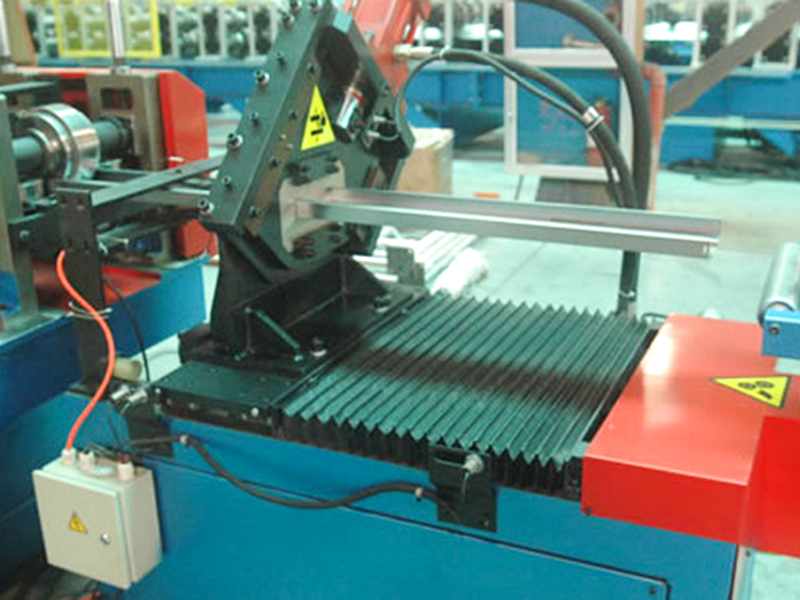
伺服切断系统:高精度跟踪切割(飞锯/液压剪),切口平整无毛刺,长度误差≤±0.5mm。
自动收料架:对成品门框进行堆叠或传送,支持计数和打包。
PLC控制系统 触屏操作:设定参数(长度/速度/数量),实时监控运行状态及故障诊断。
行业应用价值:
替代传统工艺:取代人工折弯+焊接,减少工序、降低成本30%以上。
提升一致性:自动化生产避免人为误差,保障大批量门框互换性。
强化结构性能:冷作硬化效应提高型材强度,延长门窗使用寿命。
| 技术参数 | ||
| 名称 | 参数 | 备注 |
| 机架 | 40#国标工字钢 | 整体焊接结构 |
| 辊轮材质 | Cr12MoV | 真空淬火 |
| 主轴 | φ75,45# 钢 | 调质处理 |
| 成型组数 | 15 | |
| 主机功率 | 7.5KW | |
| 传动方式 | 1.2寸双排链传动 | |
| 切断方式 | 液压切断 | 液压站电机11kW |
| 冲孔方式 | 液压冲孔 | |
| 开卷机 | 5吨,小车上料 | 液压站电机2.2kW |
| 电控系统 | 西门子&施耐德 PLC | |
| 液压系统 | 北京华德 | |
| 生产线总长 | 约 18米 | |
| 主机重量 | 约 5吨 | |
| 原材料厚度 | 0.6-1.2mm | Q235 镀锌卷 |
| 生产速度 | 超 25米/分钟 | |