English
English 中文简体
中文简体 русский
русский عربى
عربى






主要优势:
高效率: 连续生产,速度可达每分钟十几米到几十米,适合大批量需求。
高一致性: 自动化生产确保每根立柱的尺寸、形状完全相同,质量稳定。
材料利用率高: 相比冲压或切割焊接,冷弯成型几乎不产生边角废料(除头尾)。
强度好: 冷加工会产生一定的加工硬化,能提高型材的强度。
成本低: 规模化生产显著降低单根立柱的制造成本。
自动化程度高: 减少人工干预,降低劳动强度。
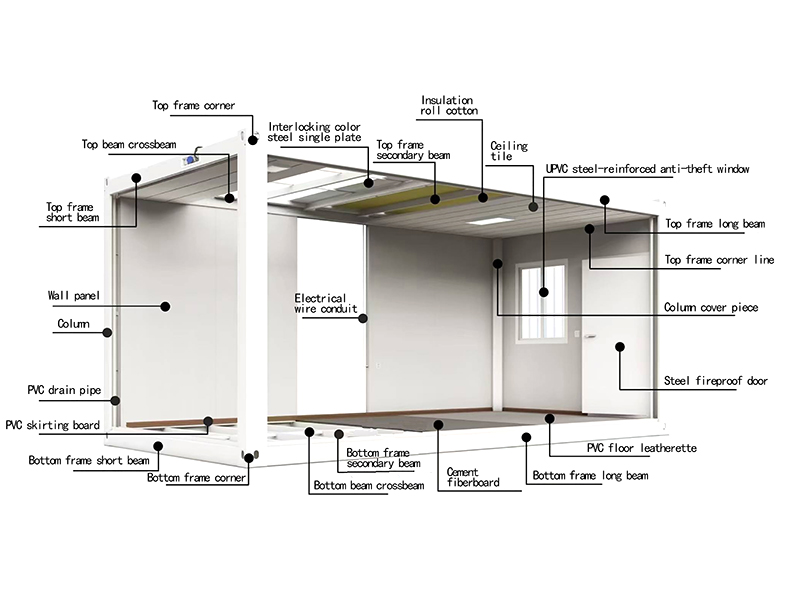
主要部件
开卷机:支撑并展开钢卷。
矫直机:消除钢卷初始弯曲和波浪形,确保进入成型机的材料平直。
导向送料装置:引导钢带准确进入第一个成型辊。
冷弯成型主机(核心):包含多组(通常为数十组)成型辊架。每个辊架上上下或水平排列的辊子将平直的钢带逐渐弯曲成最终断面。
定尺切割系统:当连续型材成型后达到预设长度时,进行高精度切割(常用方式包括液压飞锯、气动冲孔、伺服跟踪锯切等)。
出料/接料/堆垛装置:收集、堆垛或输送切割后的成品。
控制系统:现代设备通常采用PLC或CNC控制,实现自动化运行、参数设定、长度设定、故障诊断等。
| 技术参数 | ||
| 名称 | 参数 | 备注 |
| 机架 | 50#国标工字钢 | 整体焊接结构 |
| 辊轮材质 | Cr12Mo1V1 | 真空淬火 |
| 主轴 | φ90,40Cr | 调质处理 |
| 成型组数 | 24 | |
| 主机功率 | 30kW | |
| 主驱动齿轮箱 | K127 | |
| 传动方式 | 1.5寸双排链传动 | |
| 切断方式 | 液压切断 | 液压站电机11KW( |
| 开卷机 | 10T,小车上料 | 液压站电机5.5KW |
| 电控系统 | 西门子&施耐德 PLC | |
| 液压系统 | 北京华德 | |
| 生产线总长 | 约 20米 | |
| 主机重量 | 约15吨 | |
| 原材料厚度 | 2.0mm~3.0mm | Q235 镀锌卷 |
| 原材料宽度 | 435mm | |
| 生产速度 | 约 15米/分钟 | |