English
English 中文简体
中文简体 русский
русский عربى
عربى





设备核心优势:
极高的生产效率:机器可以24小时不间断地高速生产,每分钟可产出数十米长的型材,远超传统的切割、焊接、冲压工艺。
材料强度:冷弯过程的冷作硬化效应提高了材料的屈服强度,使得成型后的构件比原始板材更坚固、更耐用。
材料利用率高:几乎零浪费。卷材被连续轧制成型,只有最后定长切断的损耗,远高于先切割再折弯的工艺。
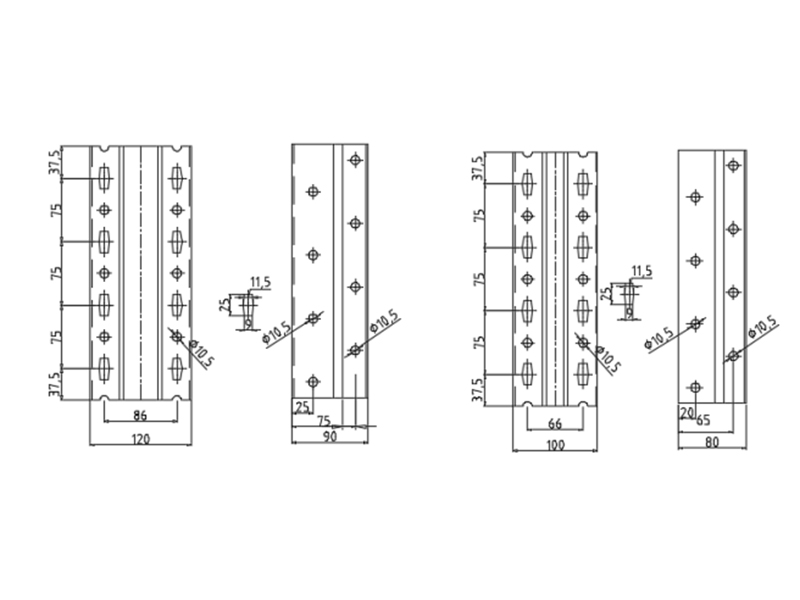
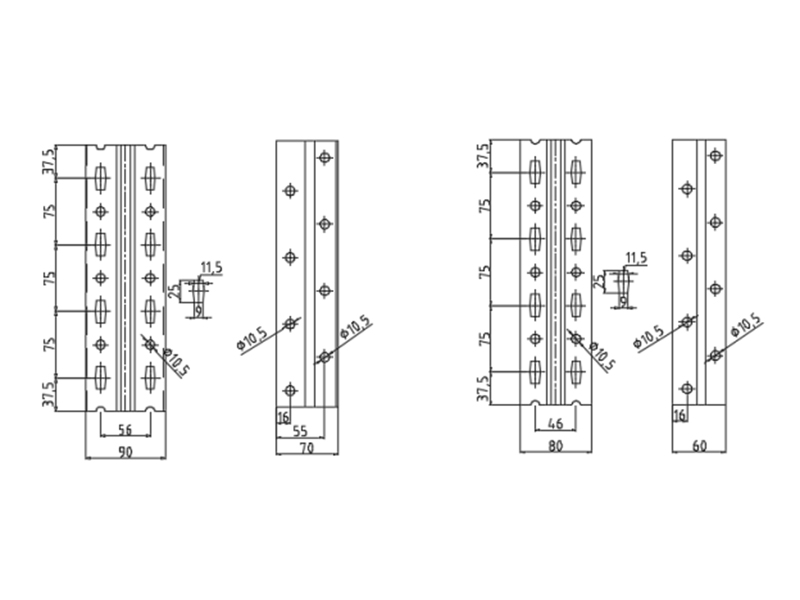
产品精度与一致性:由精密轧辊和数控系统保证每一根产品的尺寸、形状和孔位都高度一致。这对于需要快速、安全组装的标准货架系统至关重要。
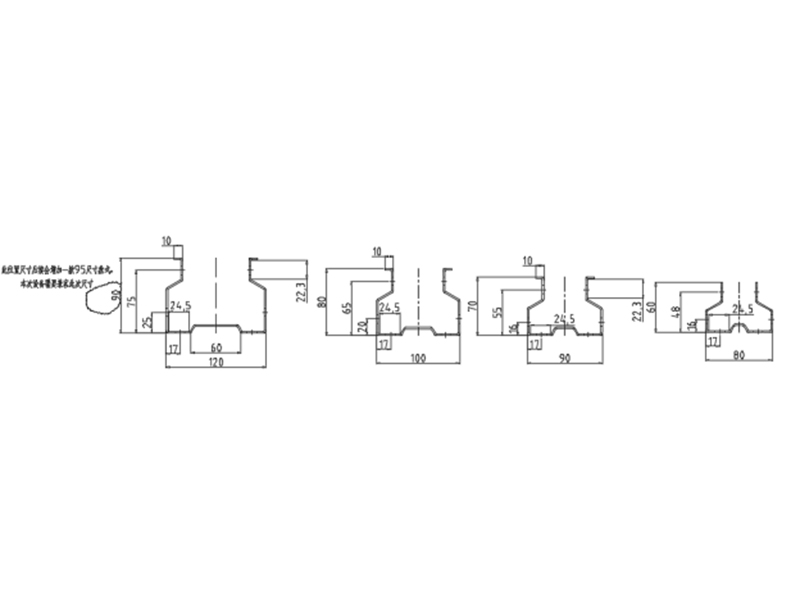
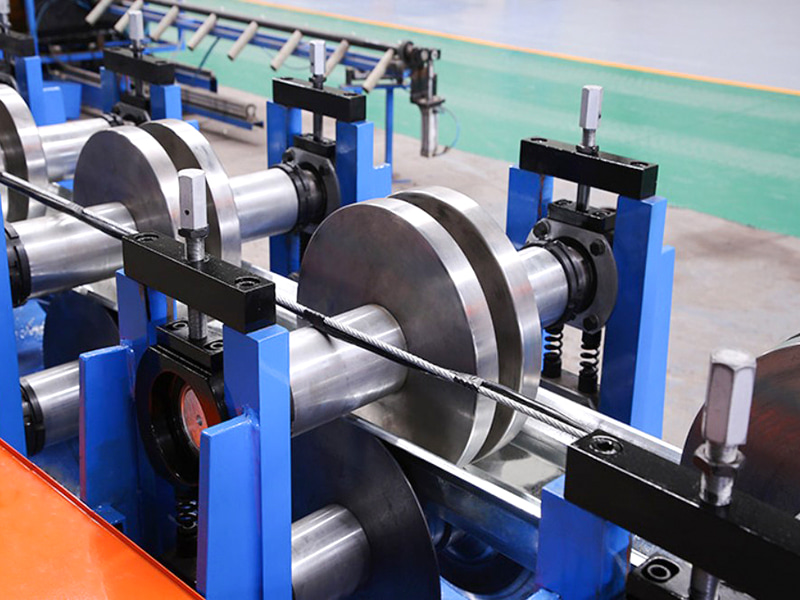
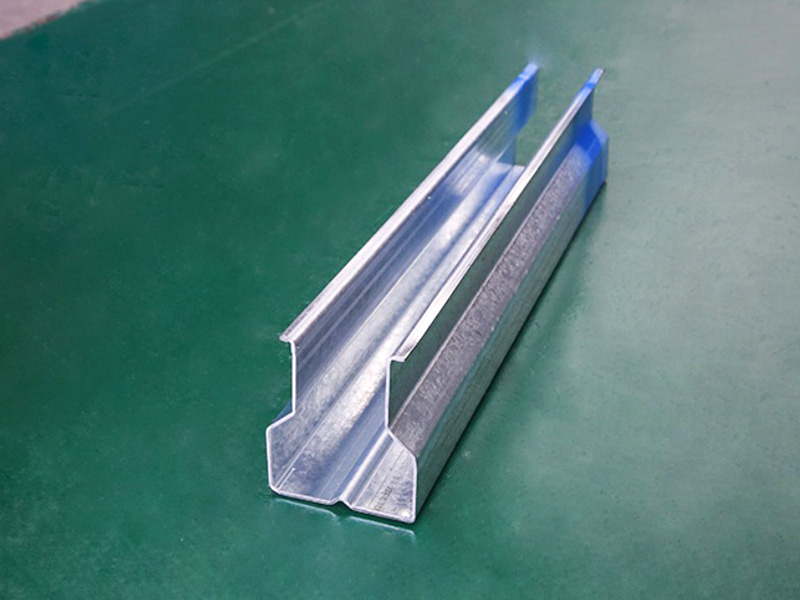
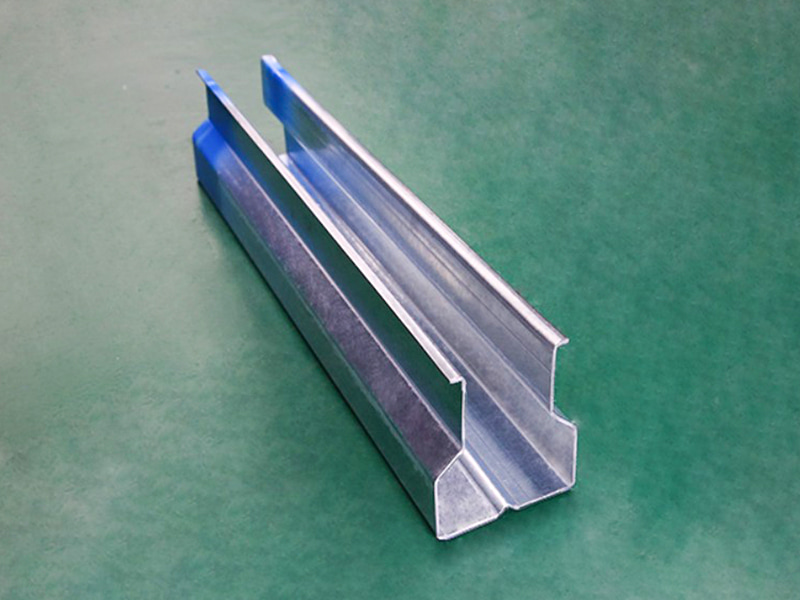
复杂的截面成型能力:可以一次性滚压出通过传统折弯机无法实现的复杂、闭口截面,这些截面能提供强度重量比。
高度自动化:整条生产线集成了开卷、校平、成型、冲孔、切断、收料等工序,只需1-2人操作,大幅降低人工成本。
设备组成部分:
放料架 & 校平机构:承载钢卷并将其矫平,确保进入主机的材料是平整的。
导向 & 送料装置:精确地将材料送入第一组轧辊。
在线冲孔系统(核心功能模块):通常是高精度的伺服液压系统或机械式飞冲机构,能提供瞬间的巨大压力进行冲孔。
冲孔同步控制系统:PLC控制系统确保冲头在材料移动过程中精准地同步运动,在瞬间完成冲压并迅速退回,不影响材料的连续前进。它还能控制冲孔的间距(孔距)。
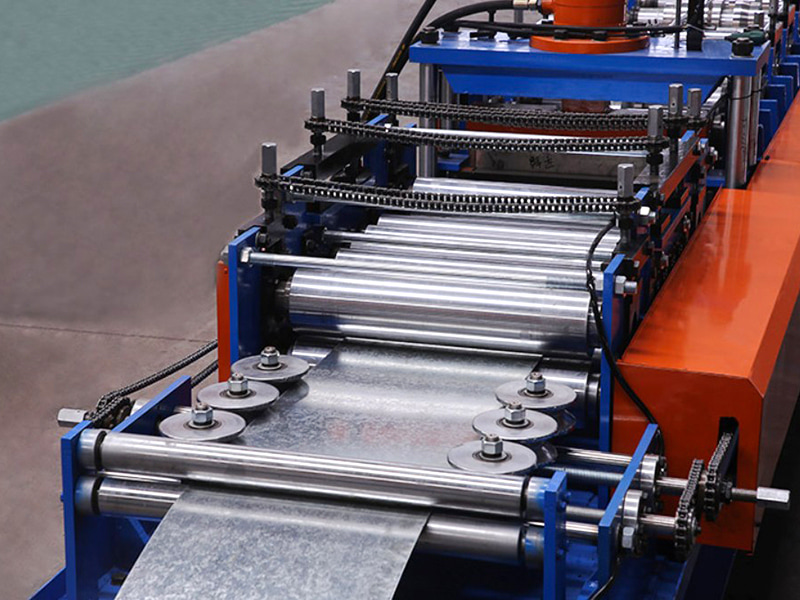
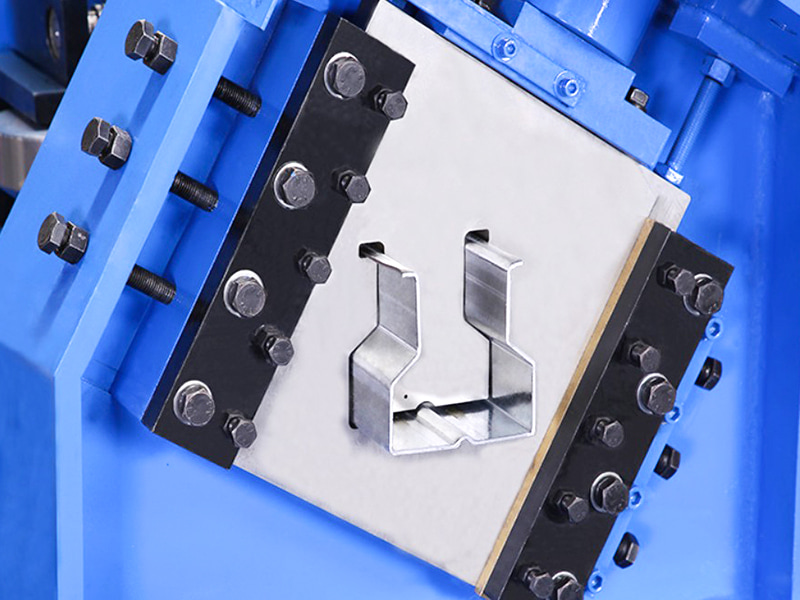
冷弯成型主机:由多对(通常16-24对甚至更多)经过精密设计的模具钢辊组成,逐步将平直的带钢弯曲成最终的立柱截面形状。
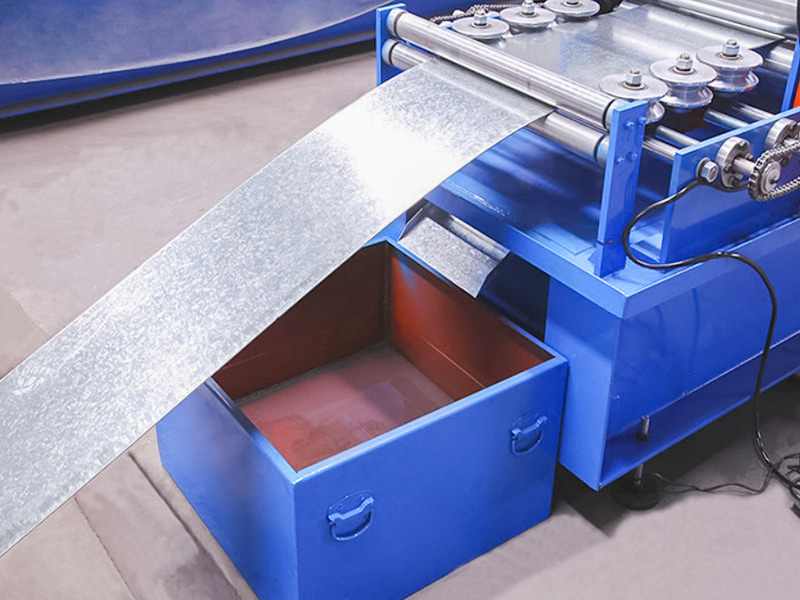
切断系统(飞锯或液压切断):在材料不停顿的情况下,按照设定长度将连续成型的立柱切断。
出料台:接收并整理成品。
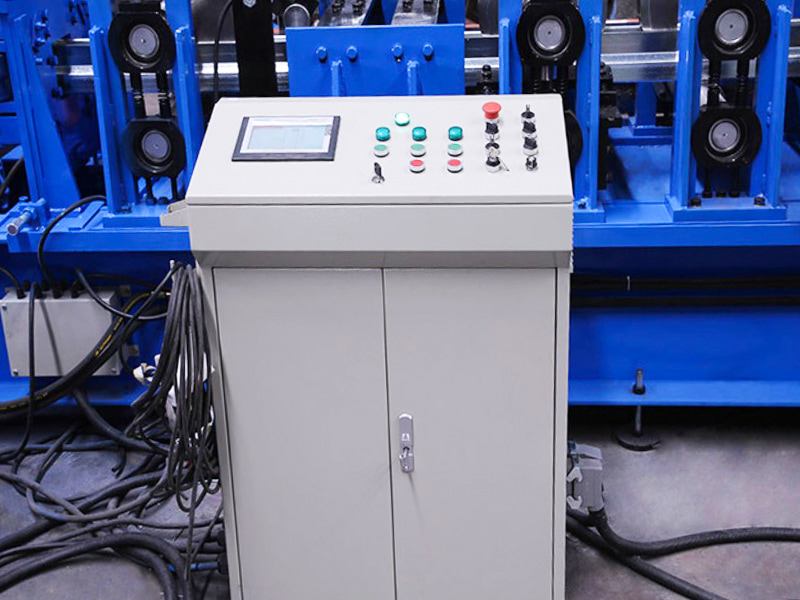
数控电控系统:操作员通过触摸屏设置所有参数(如截面对应辊轮数据、孔距、切断长度、生产速度等),并监控整个生产过程。
| 技术参数 | ||
| 名称 | Parameter | 备注 |
| 机架 | 40#国标工字钢 | 整体焊接结构 |
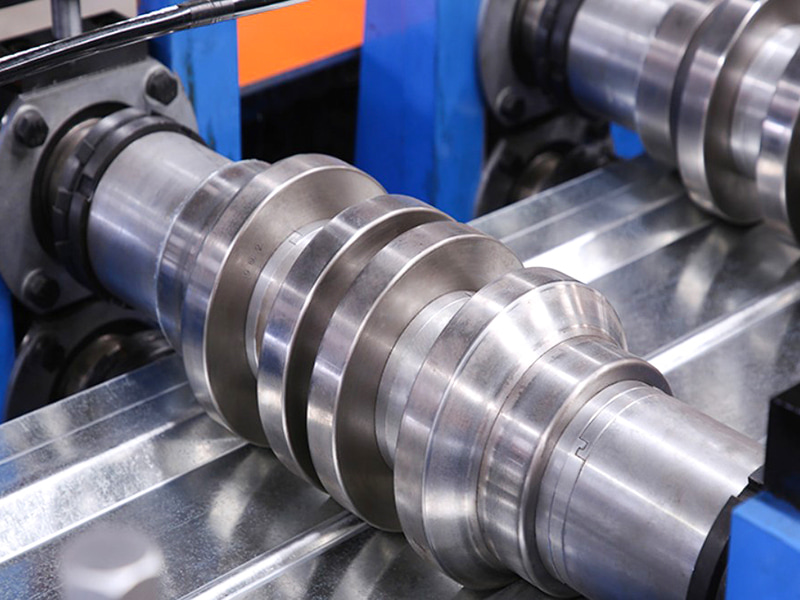
| 辊轮材质 | Cr12MoV | 真空淬火 |
| 主轴 | φ70/95,40Cr | 调质处理 |
| 成型组数 | 24 | |
| 主机功率 | 30KW | |
| 主驱动齿轮箱 | X180 | |
| 切断方式 | 私服跟踪液压切断 | 液压站电机11kW |
| 冲孔方式 | 液压冲孔 | |
| 开卷机 | 10吨,小车上料 | 液压站电机5.5kW |
| 电控系统 | 西门子&施耐德 PLC | |
| 液压系统 | 北京华德 | |
| 生产线总长 | 约 38米 | |
| 主机重量 | 约 15吨 | |
| 原材料厚度 | 2.0-3.0mm | Q235 镀锌卷 |
| 生产速度 | 15~20米/分钟 | |