

 English
English 中文简体
中文简体 русский
русский عربى
عربى
打包箱顶梁成型机
打包箱顶梁成型机是专为打包箱屋顶结构量身定制的冷弯辊压生产线,通过高精度辊轧与智能控制,实现顶梁的“卷钢进→型材出”全自动生产。其专门用于连续、高效、大批量生产打包箱(集装箱式房屋)顶部横梁(顶梁)的 它在模块化建筑生产中扮演关键角色,确保顶梁的强度、精度和一致性,与立柱成型机共同构成打包箱骨架的核...
查看更多集群辊组设置
工艺流程
辊压成型是制造业中最简单的工艺之一。该流程通常始于大型金属卷材,其宽度介于1英寸(2.5厘米)至20英寸(51厘米)之间,厚度在0.004英寸(0.10毫米)到0.125英寸(3.2毫米)之间,由开卷机支撑。带钢通过进口导板进入轧机,导板确保材料在通过轧辊时保持精准对中——每组轧辊依次进行弯曲加工,直至材料形成预定截面形状。辊组通常以上下排列方式安装在由机架支撑的水平平行轴上。系统还可配置侧辊和集群辊组,以实现更高成型精度、增强工艺适应性并控制材料应力。成型后的带钢可在辊压机组前、机组之间或生产线末端进行定尺切割。

几何成型可能性
辊压成型工艺的几何适应性极为广泛,只要截面形状保持一致,甚至能够加工封闭式型材。典型加工厚度范围为0.004英寸(0.10毫米)至0.125英寸(3.2毫米),但也可超出此范围。材料长度几乎不受辊压工艺影响。部件宽度通常不小于1英寸(2.5厘米),但可超过20英寸(51厘米)。主要限制在于型材深度——由于轧辊施加的应力和随深度增加而增大的表面速度差,深度一般限制在4英寸(10厘米)以内,极少超过6英寸(15厘米)。
截面宽度的公差通常可控制在±0.015英寸(0.38毫米)以内,深度公差可保持在±0.060英寸(1.5毫米)范围内。[3]

生产效率
生产效率主要取决于材料厚度与弯曲半径,同时受所需成型道次数量的影响。以低碳钢为例:当弯曲半径为材料厚度的50倍、厚度为0.7英寸(18毫米)时,8道次轧制的生产速度可达85英尺/分钟(26米/分钟);12道次时降至55英尺/分钟(17米/分钟);22道次时则为50英尺/分钟(15米/分钟)。
单个产品的成型时间可通过函数关系式表示:t = (L + n⋅d) / V。其中L代表型材长度,n为成型机架数量,d表示机架间距,V指带钢通过轧辊的速度。
一般而言,辊压生产线速度范围在5-500英尺/分钟(1.5-152.4米/分钟)之间,实际速度取决于具体应用场景。在某些情况下,冲孔或切断工序会成为限制生产速度的关键因素。

其他考量因素
在制造过程中需要重点考虑润滑处理、工艺对材料性能的影响、成本控制及安全规范等因素。润滑剂在轧辊与工件表面之间形成 essential 保护层,既能有效降低模具磨损,又可提升生产效率。下表展示了不同润滑剂的类型、应用场景及适用金属材质的对应关系。
|
工作材料 |
卷润滑剂 |
应用 |
|
非有产子 |
氯化油或蜡,矿物油 |
喷雾,擦洗辊 |
|
亚铁 |
水溶油 |
擦拭,滴水,喷雾 |
|
不锈钢 |
氯化油或蜡 |
擦滚筒 |
|
抛光表面 |
塑料膜 |
日历,覆盖,喷涂 |
|
预涂层材料 |
胶片或强迫空气 |
工艺对材料性能的影响微乎其微[需要澄清]。物理与化学性质基本保持不变,但就机械性能而言,该工艺可能导致加工硬化、微裂纹或弯曲处壁厚减薄。
辊压成型成本相对较低。成本核算需综合考虑设备调试时间、装备与模具成本、装卸料时间、直接人工费率、间接费用率以及设备模具的摊销成本。
该工艺的安全性问题亦需重视。主要风险包括高速移动的工件(速度可达800英尺/分钟(240米/分钟))、高压轧辊以及锋利的金属剪切边缘。

打包箱立柱冷弯成型机就是一条针对打包箱立柱特定截面形状而量身定制的自动化冷弯辊压生产线,专门用于连续、高效、大批量生产打包箱(集装箱式房屋)所用的承重立柱。 它把成卷的钢板,通过一系列精密的冷弯辊轮,逐步、连续地辊压成型为所需截面的立柱,并自动切断成指定长度,最终高效、高质量地生产出打包箱框架所需的...
查看更多
快拼箱:指的是一种特殊的集装箱或模块化建筑单元。其特点是可以快速拼装、拆卸、折叠或堆叠,大大提高了运输效率和现场搭建速度。广泛应用于工地临时用房、移动办公室、紧急庇护所、模块化酒店/公寓、设备箱等领域。 这种箱体的框架结构需要大量特定形状的立柱作为主要承重构件。 快拼箱立柱冷弯成型设备是一套高度自动...
查看更多
快拼箱横梁是快拼箱(一种可快速拼装、拆卸的模块化集装箱式房屋、设备箱体、临时建筑等)的主要承重结构件,通常作为箱体的顶梁、底梁或侧梁。 它截面通常是特定的、优化的结构型材,例如带有加强筋(加强肋)的C型、U型、帽型、或更复杂的异形截面,以满足结构强度、轻量化、连接方便等要求;对尺寸精度、直线度、强度...
查看更多
80-300型全自动C檩条冷弯成型机是一款高性能的自动化生产设备,专为满足建筑行业对C型钢檩条的大批量、高效率、高质量生产需求而设计。它能够在常温下,将钢卷自动、连续地辊压成型为腹板高度在80mm至300mm之间的各种C型檩条,并完成自动定尺切断和堆垛,是现代化钢结构制造工厂的核心设备之一。
查看更多
80-300型C/U檩条冷弯成型机是一种专门用于连续生产建筑用C型和U型檩条的自动化机械设备。它利用冷弯辊压技术,将金属卷材在常温下连续不断地、精确地弯曲成型,最终生产出建筑结构所需的C型钢和U型钢檩条。 它是现代钢结构建筑中高效、经济地生产关键结构构件不可或缺的核心设备。
查看更多
“80-300型全自动CZ檩条冷弯成型机”是一种高度自动化的工业设备,专门用于高效、连续地生产C/Z型截面檩条。它在钢结构建筑领域,特别是对承载能力和稳定性要求更高的大跨度屋面或墙面系统中应用广泛。
查看更多
686IBR板冷弯成型机"是一种专门用于连续生产686型IBR屋面板/墙面板的金属板材加工设备。它是一种自动化生产线设备,专门设计用于将金属卷材在常温下通过多道次辊压成型工艺,连续、高速地生产出符合686型IBR标准的波纹金属屋面板/墙面板。
查看更多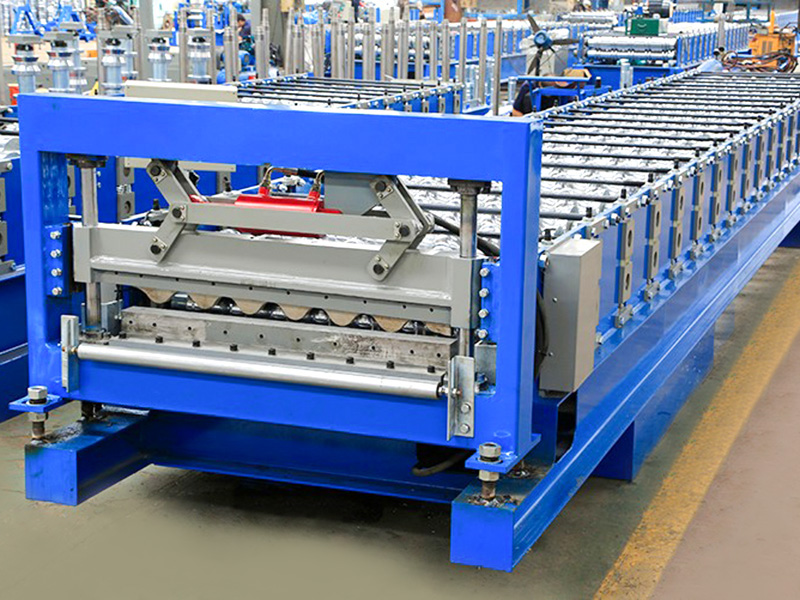
YX36.5-780板型因其适中的波高和良好的有效宽度,在强度、经济性和施工便利性之间取得了较好平衡,应用非常广泛。 YX36.5-780波纹板冷弯成型机是建筑建材领域制造特定型号(波高36.5mm,有效覆盖宽780mm)波纹金属板的核心生产设备。它通过高效的冷弯辊压工艺,将金属卷材直接转化为可直接...
查看更多
与单层彩钢瓦压型设备相比,双层压型机具备生产两种不同类型金属屋面板的能力:既可生产梯形屋面瓦与屋墙覆层板的组合,也可生产梯形屋面瓦与波纹板,或梯形板与金属屋面瓦的搭配。总而言之,同一台双层压型机可灵活适配任意两种金属屋面板的生产需求。 该设备采用上下两套独立的压型系统,通过交替作业模式运行——当一套...
查看更多
版权所有©江阴市海隆机械厂
